Mit etwas Wärme unterstützen die bedruckten Teile das Vakuum
Wir müssen dem durchschnittlichen Hackaday-Leser nicht sagen, dass der Desktop-3D-Druck unsere Community verändert hat, aber was vielleicht nicht so offensichtlich ist, ist der Einfluss, den die Technologie auf die wissenschaftliche Community hat. Wie in Thermal Post-Processing of 3D Printed Polypropylene Parts forVacuum Systems von [Pierce Mayville], [Aliaksei Petsiuk] und [Joshua Pearce] erläutert, ist die Verwendung von gedruckten Kunststoffteilen, insbesondere wenn sie auf Materialien Open-Source-Designs, können zu enormen Kostensenkungen bei der Herstellung wissenschaftlicher Geräte führen.
Konkret wollten die Autoren den Einsatz von 3D-Druckkomponenten für den Einsatz im Vakuum untersuchen. Mit filamentbasierten Druckern hergestellte Teile sind in der Regel porös und eignen sich daher nicht für Fittings oder Adapter, die auf weniger als eine Atmosphäre abgepumpt werden müssen. Das Dokument erklärt weiter, dass es Beschichtungen gibt, die zum Versiegeln gedruckter Teile verwendet werden können, aber bei Unterdruck ausgasen können.
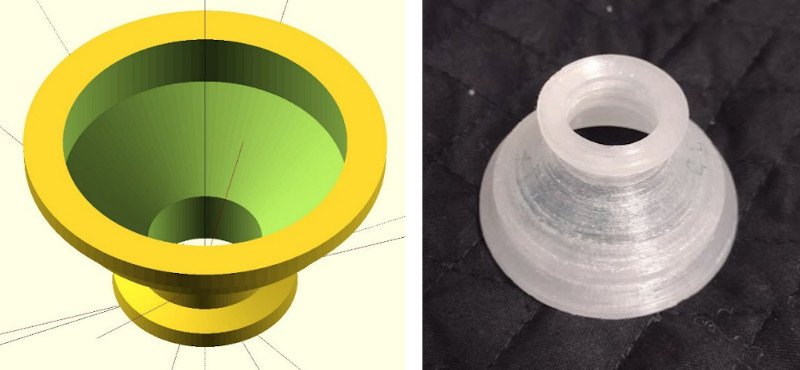
Die Lösung des Teams ist außergewöhnlich einfach: Nachdem sie die gewünschten Polypropylenteile auf einem Lulzbot Taz 6 gedruckt haben, schlagen sie sie einfach mit einer handelsüblichen Heißluftpistole an. Bei einer eingestellten Temperatur von ~400°C dauerte es knapp eine Minute, bis die Oberfläche ein glänzendes Aussehen annahm – das Ergebnis erinnert uns an einen mit Acetondampf geglätteten ABS-Druck.
 Beim Erhitzen des Teils verändert sich die Textur der Oberfläche sichtbar. Geglättete Teile schnitten bei Vakuumtests viel besser ab.
Beim Erhitzen des Teils verändert sich die Textur der Oberfläche sichtbar. Geglättete Teile schnitten bei Vakuumtests viel besser ab.Zusätzlich zur Wärmebehandlung experimentierte das Team auch mit zunehmenden Graden der Füllungsüberlappung in Slicer-Einstellungen. Das Endergebnis war, dass Teile, die mit hoher Überlappung gedruckt und dann wärmebehandelt wurden, Drücken von bis zu 0,4 mTorr zuverlässig standhalten konnten. Während der Artikel zugibt, dass das manuelle Backen Ihrer gedruckten Teile mit einer Heißluftpistole nicht gerade das Richtige für die Herstellung vakuumkompatibler Komponenten ist, ist es sicherlich ein vielversprechender Anfang und verdient weitere Studien. /p>
Wir müssen dem durchschnittlichen Hackaday-Leser nicht sagen, dass der Desktop-3D-Druck unsere Community verändert hat, aber was vielleicht nicht so offensichtlich ist, ist der Einfluss, den die Technologie auf die wissenschaftliche Community hat. Wie in Thermal Post-Processing of 3D Printed Polypropylene Parts forVacuum Systems von [Pierce Mayville], [Aliaksei Petsiuk] und [Joshua Pearce] erläutert, ist die Verwendung von gedruckten Kunststoffteilen, insbesondere wenn sie auf Materialien Open-Source-Designs, können zu enormen Kostensenkungen bei der Herstellung wissenschaftlicher Geräte führen.
Konkret wollten die Autoren den Einsatz von 3D-Druckkomponenten für den Einsatz im Vakuum untersuchen. Mit filamentbasierten Druckern hergestellte Teile sind in der Regel porös und eignen sich daher nicht für Fittings oder Adapter, die auf weniger als eine Atmosphäre abgepumpt werden müssen. Das Dokument erklärt weiter, dass es Beschichtungen gibt, die zum Versiegeln gedruckter Teile verwendet werden können, aber bei Unterdruck ausgasen können.
Die Lösung des Teams ist außergewöhnlich einfach: Nachdem sie die gewünschten Polypropylenteile auf einem Lulzbot Taz 6 gedruckt haben, schlagen sie sie einfach mit einer handelsüblichen Heißluftpistole an. Bei einer eingestellten Temperatur von ~400°C dauerte es knapp eine Minute, bis die Oberfläche ein glänzendes Aussehen annahm – das Ergebnis erinnert uns an einen mit Acetondampf geglätteten ABS-Druck.
Beim Erhitzen des Teils verändert sich die Textur der Oberfläche sichtbar. Geglättete Teile schnitten bei Vakuumtests viel besser ab.Zusätzlich zur Wärmebehandlung experimentierte das Team auch mit zunehmenden Graden der Füllungsüberlappung in Slicer-Einstellungen. Das Endergebnis war, dass Teile, die mit hoher Überlappung gedruckt und dann wärmebehandelt wurden, Drücken von bis zu 0,4 mTorr zuverlässig standhalten konnten. Während der Artikel zugibt, dass das manuelle Backen Ihrer gedruckten Teile mit einer Heißluftpistole nicht gerade das Richtige für die Herstellung vakuumkompatibler Komponenten ist, ist es sicherlich ein vielversprechender Anfang und verdient weitere Studien. /p>
What's Your Reaction?