Walk away planar, I cut my cone path
Fleetwood Mac puns aside, very little has changed in the way we "cut" models for printers over the past 30 years. However, [Stefan Hermann] from CNC Kitchen has a demo that tries to change all that by taper cutting.
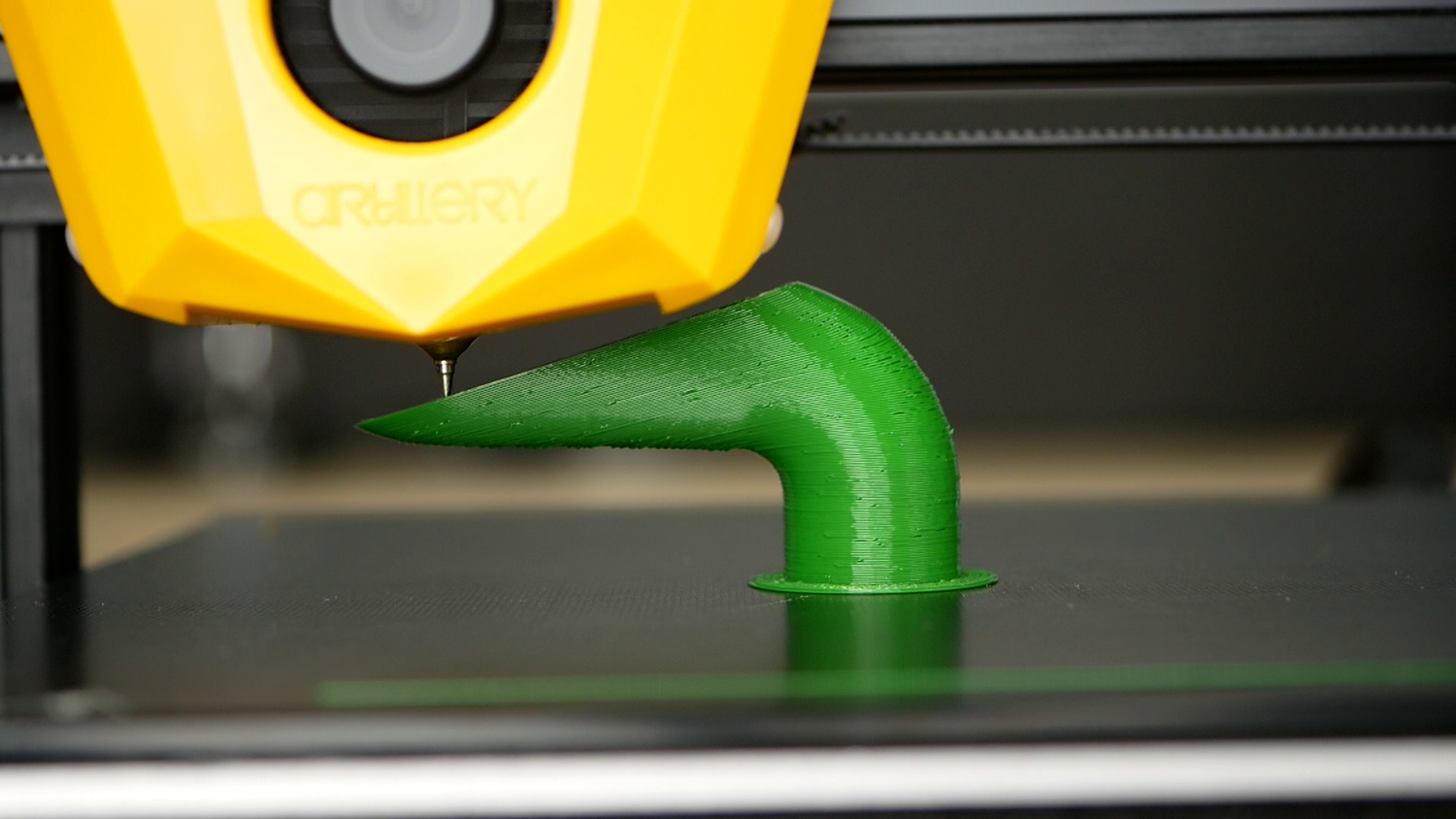
For those uninitiated in the dark arts of printing in the third dimension, the canonical definition of non-conical slicing has been to split the model in half at layer height intervals and generate the perimeter and infill , then output it as g-code . This is easy to implement mathematically and works reasonably well except when you have overhangs over about 60 degrees on most printers. The idea of slicing in a cone rather than a plane isn't entirely new as we've already covered RotBot, which offers a vertical axis of rotation and a 45 degree printhead. What's amazing is that the technique [Stefan] is explaining to you is done with a standard printer without a complex 45 degree tilt and is a software modification rather than a hardware tweak. /p>
[Stefan] refers to earlier work done by [Michael Wüthrich] from the ZHAW School of Engineering, who wrote scripts applying the transformation. The slicer is SuperSlicer, a fork of PrusaSlicer, which itself is a fork of slic3r. The modified g-code is exported and can be sent to a printer of your choice. It even has a link to a pre-sliced model to try it out.
Of course, different printers have different clearance levels, but the Prusa Mini he uses has a clearance of 16 degrees with the sensor pushed up. The code is on GitHub. It is fascinating to note how all of these techniques and bifurcations interact and complement each other. Whether angled slices, tapered slices, or something else eventually become the de facto standard, we look forward to more options for slicing.
Video after the break.
Fleetwood Mac puns aside, very little has changed in the way we "cut" models for printers over the past 30 years. However, [Stefan Hermann] from CNC Kitchen has a demo that tries to change all that by taper cutting.
For those uninitiated in the dark arts of printing in the third dimension, the canonical definition of non-conical slicing has been to split the model in half at layer height intervals and generate the perimeter and infill , then output it as g-code . This is easy to implement mathematically and works reasonably well except when you have overhangs over about 60 degrees on most printers. The idea of slicing in a cone rather than a plane isn't entirely new as we've already covered RotBot, which offers a vertical axis of rotation and a 45 degree printhead. What's amazing is that the technique [Stefan] is explaining to you is done with a standard printer without a complex 45 degree tilt and is a software modification rather than a hardware tweak. /p>
[Stefan] refers to earlier work done by [Michael Wüthrich] from the ZHAW School of Engineering, who wrote scripts applying the transformation. The slicer is SuperSlicer, a fork of PrusaSlicer, which itself is a fork of slic3r. The modified g-code is exported and can be sent to a printer of your choice. It even has a link to a pre-sliced model to try it out.
Of course, different printers have different clearance levels, but the Prusa Mini he uses has a clearance of 16 degrees with the sensor pushed up. The code is on GitHub. It is fascinating to note how all of these techniques and bifurcations interact and complement each other. Whether angled slices, tapered slices, or something else eventually become the de facto standard, we look forward to more options for slicing.
Video after the break.
What's Your Reaction?